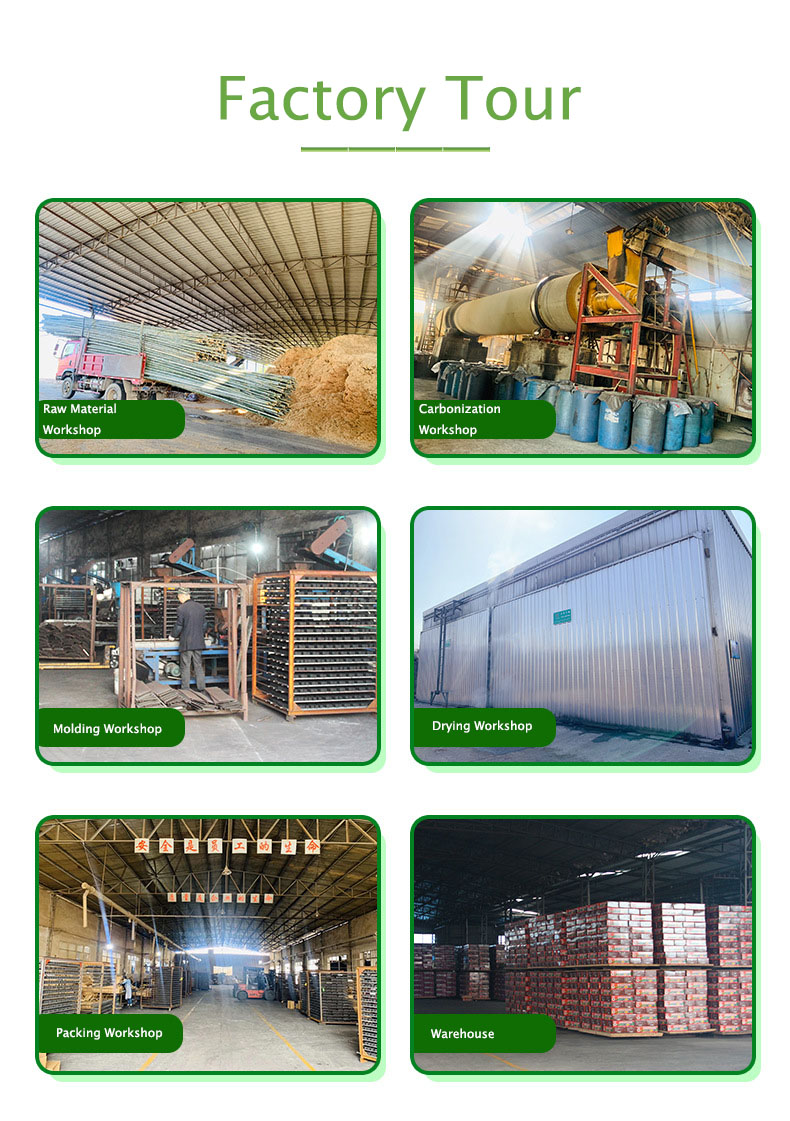
بانس خشڪ ڪرڻ
عام طور تي اٽڪل ھڪ ھفتو ل takesندو آھي استعمال ڪرڻ لاءِ گرم دونھون generatedاھڻ سان fuelارڻ جي آتش مان fمڻ ۽ خشڪ ڪرڻ لاءِ. ھن وقت ، چارکول جي nت ۾ گرمي پد عام طور تي 150 than کان گھٽ آھي ، خاص طور تي بانس ۾ موجود نمي کي ختم ڪرڻ لاءِ ، ته جيئن بانس جي شڪل ۽ سائيز کي تبديل ڪرڻ آسان نه ھجي.
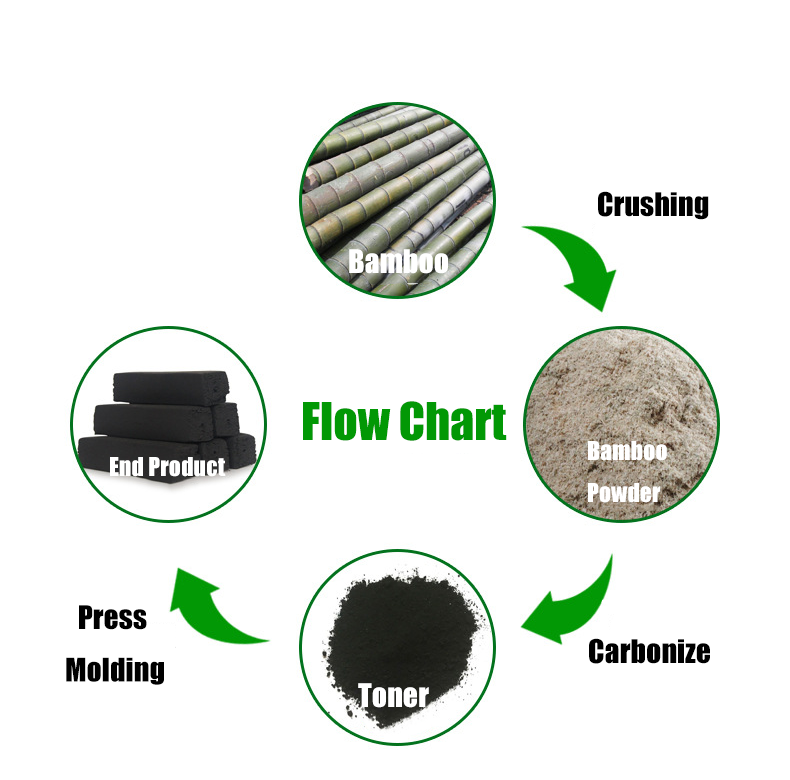

بانس ڪٽڻ جو عمل
خشڪ بانس کي بانس پائوڊر ۾ ٽوڙڻ لاءِ هڪ مشين استعمال ڪريو.
بانس ا Pre ڪاربنائيزيشن
چارڪول جي باهه ۾ گرمي پد 150 ℃ ~ 270 controlled تي ڪنٽرول ڪيو وي ٿو ، بانس جو حرارتي سڙڻ واضح آهي ، ۽ acetic acid ۽ tar پيدا ٿيڻ شروع ٿين ٿا.

بانس جو چرچو
چارڪول جي باهه ۾ گرمي پد 270 ℃ ~ 360 maintained تي برقرار رکيو وي ٿو ، ۽ بانس جو مواد تمام تيزيءَ سان حرارتي سڙڻ مان گذري ٿو ، وڏي مقدار ۾ سڙڻ واريون شيون پيدا ڪري ٿو ، جيڪو قدرتي پوليمر شين جو بنيادي مرحلو آهي جهڙوڪ ايڪيڪٽ ايسڊ ۽ ٽار. ھن مرحلي دوران ، بانس جي تمام تيزيءَ سان حرارتي سڙڻ جي ڪري ، وڏي مقدار ۾ گرمي جاري ڪئي ويندي.
بانس چارڪول ningارڻ
چارڪول جي باهه ۾ گرمي پد 360 above C کان مٿي آهي. ھن مرحلي تي ، جيئن جيئن و temperatureيڪ گرمي پد جاري رھي ٿو ، بانس جي چارڪول ۾ رھندڙ غير مستحڪم مادا ختم ٿي ون ٿا ، پر گئس ڪنڊيسيٽ producedاھيل بانس جو سرڪو مائع تمام ننو آھي.
کولڻ وارو مرحلو
بانس جي چارڪول جي coت ۾ آهستي آهستي ٿ cooو ڪيو و theي ٿو س calc کان و calcيڪ گرمي پد جي درجه حرارت کان اٽڪل 50 ° C جي حالت ۾ بانس جي چارڪول جي nت ۾ هوا نه نڪرڻ جي صورت ۾ ، ۽ پوءِ ان کي nاهر ڪ discيو وي ٿو.


Molding کي دايو
ٿledو ٿيل ڪاربان پاؤڊر د machineايو ويندو آهي هڪ ڪاربن راڊ ۾ هڪ مشين ذريعي ۽ packريل هڪ د .ي ۾.
تجويزون
وamb ۾ و temperature گرمي پد بانس جي ڪوئلي جي مطابق مقرر ڪيو ويندو آهي بانس چارڪول جي مقصد مطابق.
عام طور تي ،الهائڻ ، بانس جي ڪوئلي جو حسابي گرمي پد نمي ڪنٽرول لاءِ 600 کان مٿي آهي ℃
چارڪول پاڻيءَ جي صفائيءَ لاءِ ، پچائڻ جو ڪوئلو ، غسل ڪرڻ جو ڪوئلو ، حساب ڪتاب جو گرمي پد 700 above کان مٿي
ڪاربان برقياتي مقناطيسي بچاءُ ۽ مخالف تابڪاري لاءِ ، حساب ڪتاب جو گرمي پد آهي 800 ℃ ~ 1000 ℃ ، يا ان کان به ويڪ.
پوسٽ وقت: جولائي 06-2021